Feedwater Protection
ASME Construction
Why engineering teams specify deaeration early
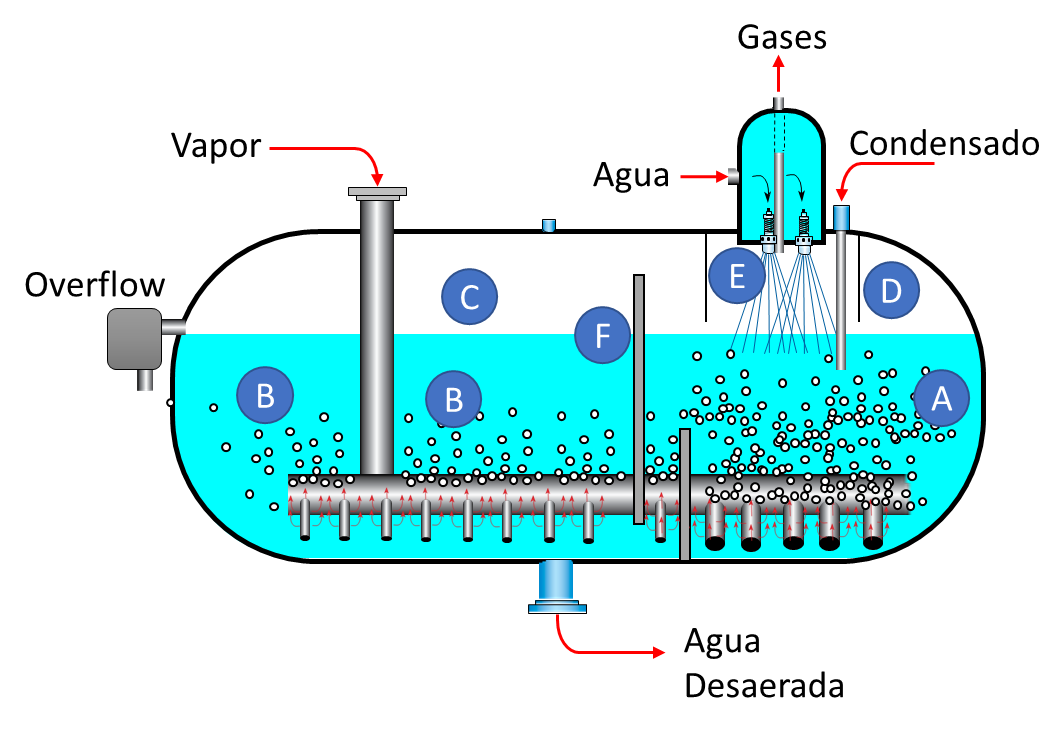
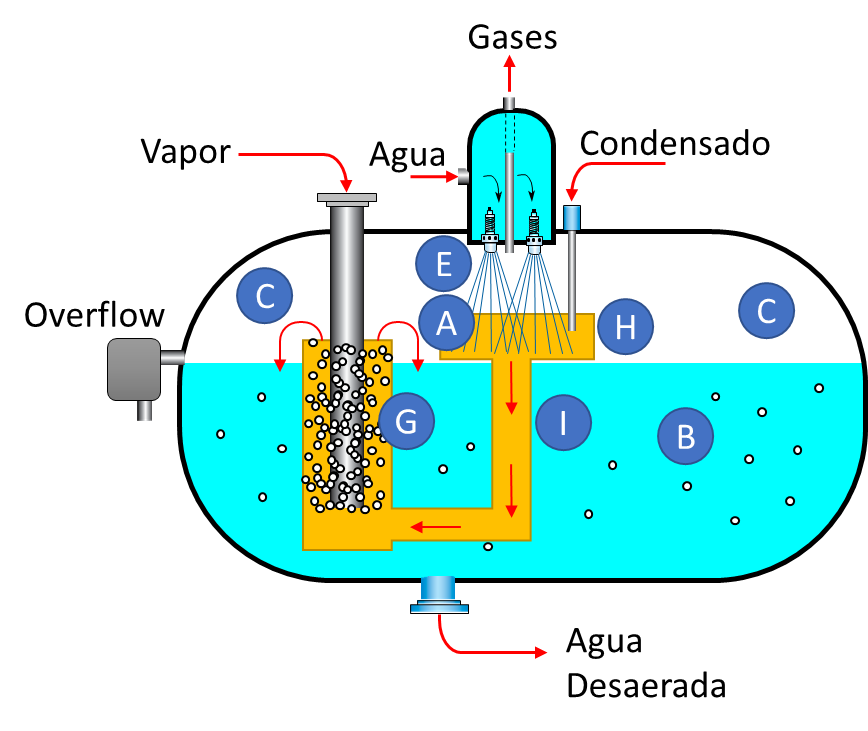
At first glance the main visible difference is the absence of a traditional vertical tower. In practice, that means the deaeration technology is organized inside the vessel, with a cleaner horizontal package for the boilerhouse water side.
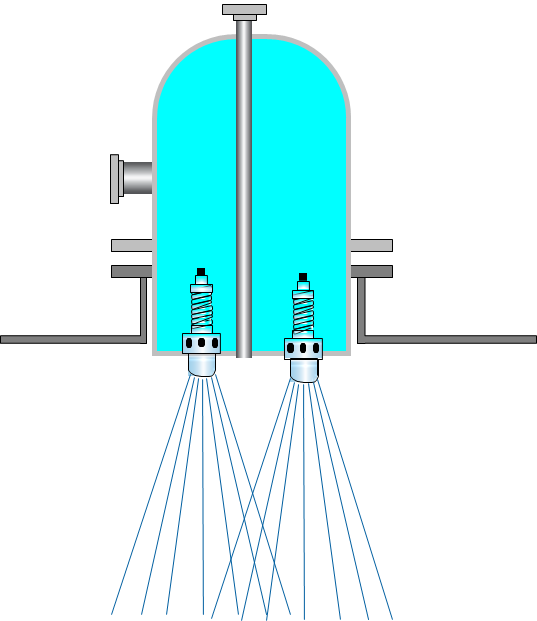
- Preheating section in stainless steel raises the feedwater close to saturation temperature before final deaeration.
- Low-pressure steam is injected through the internal sparger at the vessel bottom, creating the intense scrubbing stage.
- The same platform can be supervised by the boilerhouse control system or by a dedicated PLC integrated into SCADA.